
CANopen IP Modes Implementation
CANopen is a communication protocol widely used in industrial automation for interconnecting devices within a network.
VFD Motor Control Modes
This technical note clarifies the meaning of abbreviations like IM VF + PG, IPM FOC, PM TQC, and similar ones.
VFD Control by Physical Units
This technical note will help you set up the drive in a way that makes control and monitoring more intuitive.
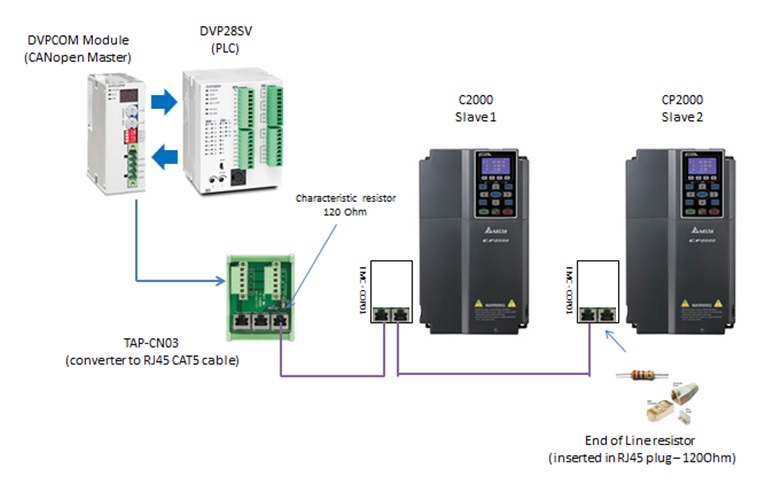
CANopen Communication with C/CP2000 and DVPCOPM in speed mode
CANopen is based on a data link layer (layer 2) according to ISO 11898-1. CANopen assumes a physical layer (layer 1) according to ISO 11898-2.
PLCLink: PLC and VFD using NWConfig

